Technologie śrutowania
Dzięki możliwości wszechstronnego zastosowania śrutowanie stało się jedną z najważniejszych metod mechanicznej obróbki powierzchni. Śrutowanie odbywa się w zamkniętym obiegu ścierniwa, tzn. bez negatywnego wpływu na środowisko naturalne.
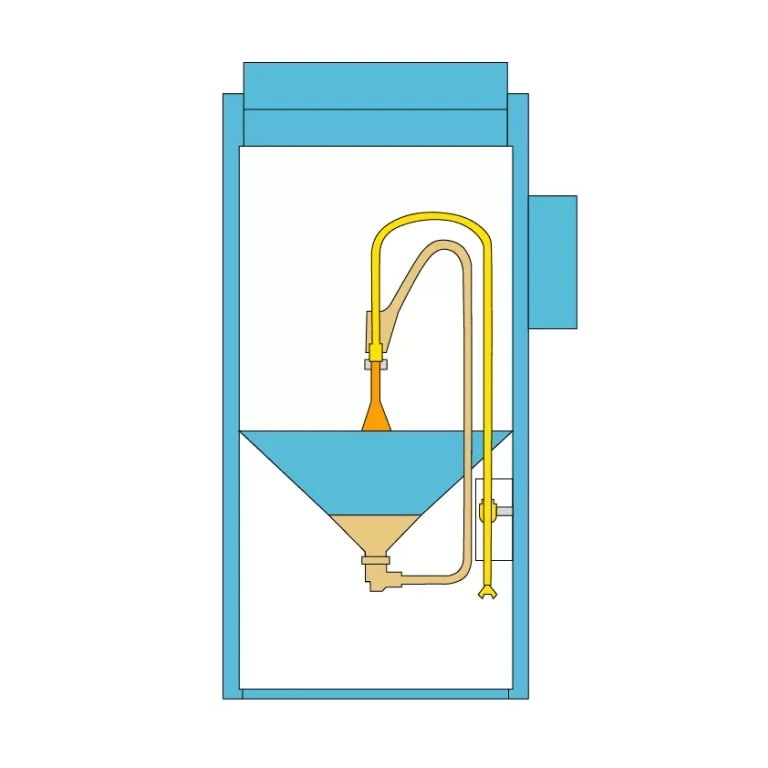
Technologia śrutowania iniekcyjnego
Państwa korzyść – śrutowanie natychmiast po włączeniu urządzenia.
Szczególne właściwości:
-
Dysza powietrzna ma zawsze otwór o mniejszej średnicy niż dysza śrutownicza (mniejsze zapotrzebowanie na sprężone powietrze).
-
Sprężone powietrze i ścierniwo doprowadzane są do pistoletu śrutowniczego przy pomocy dwóch oddzielnych przewodów.
-
Przyspieszenie ścierniwa następuje w dyszy śrutowniczej.
-
Korzystna automatyzacja urządzeń, ponieważ niepotrzebne są żadne podzespoły transportujące ścierniwo.
-
Proces śrutowania realizowany jest natychmiast po włączeniu urządzenia, gdyż nie jest konieczne uprzednie powstanie ciśnienia.
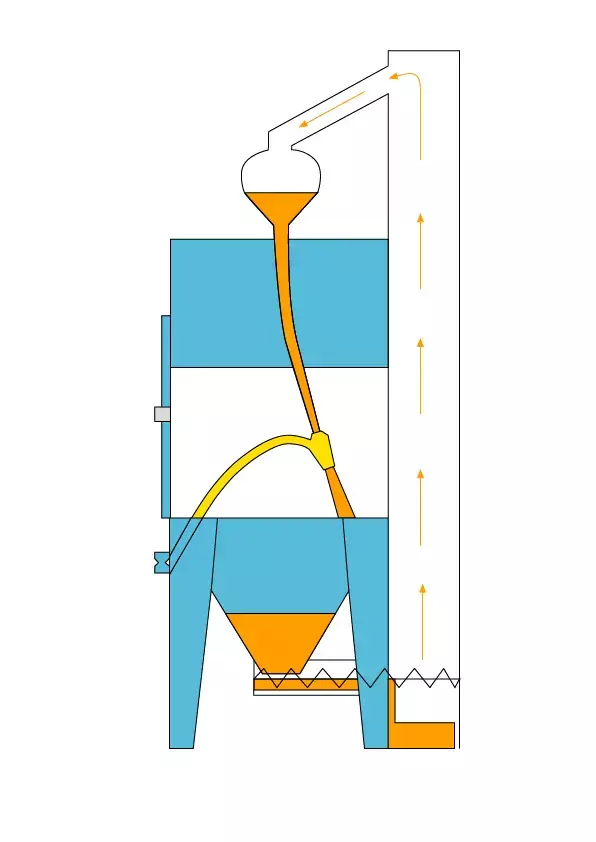
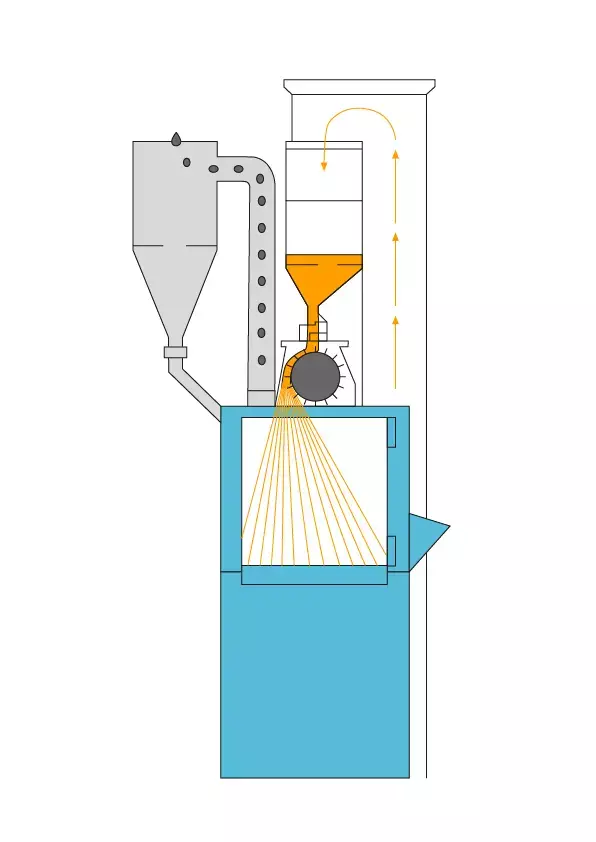
Technologia śrutowania iniekcyjno-grawitacyjnego
Państwa korzyść – równomierny wyrzut ścierniwa przy niskim ciśnieniu śrutowania.
Szczególne właściwości:
-
Sprężone powietrze i ścierniwo doprowadzane są do pistoletu śrutowniczego przy pomocy dwóch oddzielnych przewodów.
-
Ścierniwo nie jest zasysane z leja zsypowego urządzenia, lecz poprzez ślimak transportowy i przenośnik kubełkowy transportowane jest ku górze do zbiornika na ścierniwo.
-
Ścierniwo opada grawitacyjnie do pistoletu śrutowniczego, po czym przyspieszane zostaje w dyszy śrutowniczej przy pomocy sprężonego powietrza.
-
Równomierny wyrzut ścierniwa z dyszy śrutowniczej przy niskim ciśnieniu śrutowania, np. poniżej 1 bar.
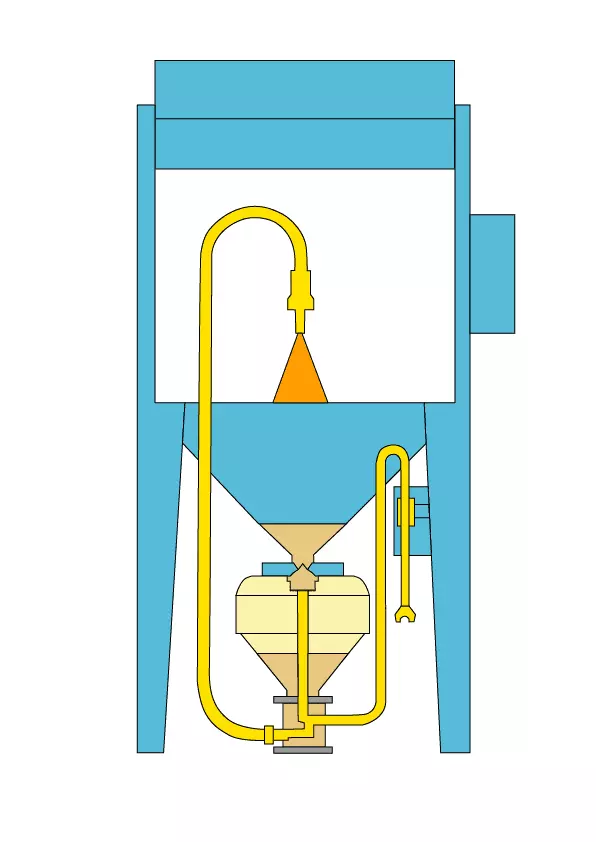
Technologia śrutowania ciśnieniowego
Państwa korzyść – możliwa duża odległość od powierzchni.
Szczególne właściwości:
-
Wysoka i równomierna wydajność.
-
Sprężone powietrze i ścierniwo doprowadzane są do dyszy śrutowniczej przy pomocy tego samego przewodu.
-
Niezależne od specyficznego ciężaru ścierniwa, gdyż ścierniwo zostaje wtłoczone do węża i porwane przez przepływające sprężone powietrze.
-
Możliwe duże odległości robocze (dysza śrutownicza – powierzchnia detalu), ponieważ ścierniwo wyrzucane jest z dużą prędkością.
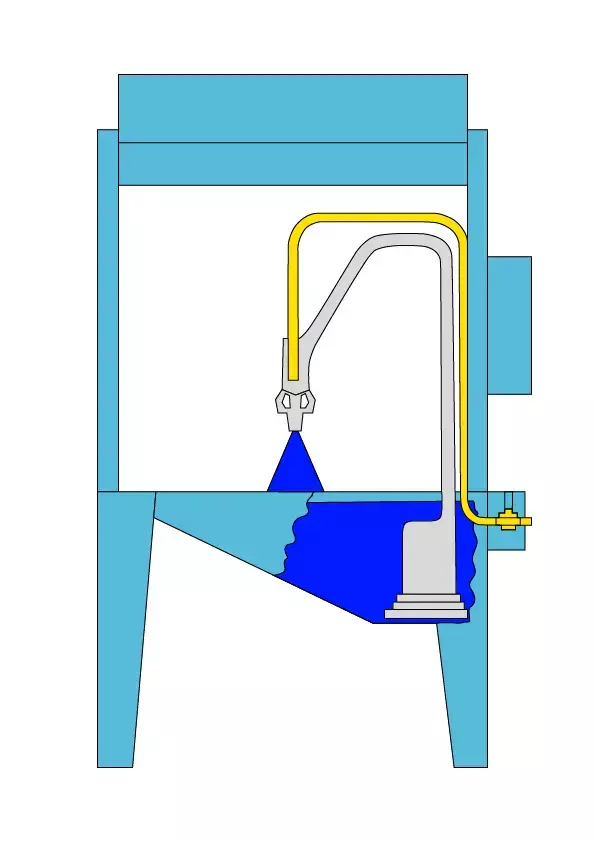
Technologia śrutowania na mokro
Państwa korzyść – minimalna chropowatość powierzchni.
Szczególne właściwości:
-
Sprężone powietrze oraz mieszanina ścierniwa i wody doprowadzane są do pistoletu śrutowego przy pomocy dwóch oddzielnych przewodów.
-
Transport mieszaniny ścierniwa i wody odbywa się przy pomocy pompy zanurzeniowej, przy czym część mocy pumpy wykorzystywana jest do ciągłego mieszania ścierniwa z wodą. Ma to ogromne znaczenie dla równomiernego śrutowania.
-
Minimalna chropowatość, ponieważ cząstki ścierniwa otoczone są wodą, która łagodzi efekt uderzenia.
-
Z reguły do obróbki stosowane są tylko ścierniwa mineralne.
Technologia śrutowania wirnikowego
Państwa korzyść – równomierne doprowadzanie ścierniwa do wirnika.
Szczególne właściwości:
-
Praca bez sprężonego powietrza, gdyż przyspieszenie ścierniwa osiągane jest bezpośrednio przez siły odśrodkowe wirnika.
-
Wysoka i równomierna wydajność przy dużych odległościach od powierzchni detalu.
-
Zawsze równomierne doprowadzenie ścierniwa do wirnika.
-
Z reguły do obróbki używane są tylko ścierniwa metaliczne lub organiczne.